





塑料造粒机 http://hkbhkb.qqzyw.com/
工程塑料造粒机 http://hkb6.qqzyw.com/
滑石粉造粒机 http://hkb2.qqzyw.com/
单螺杆挤出机 http://hkb7.qqzyw.com/
塑料片材生产线 http://hkb4.qqzyw.com/


 产品分类 产品分类网站公告 联系方式荣誉资质友情链接新闻中心站内搜索 |
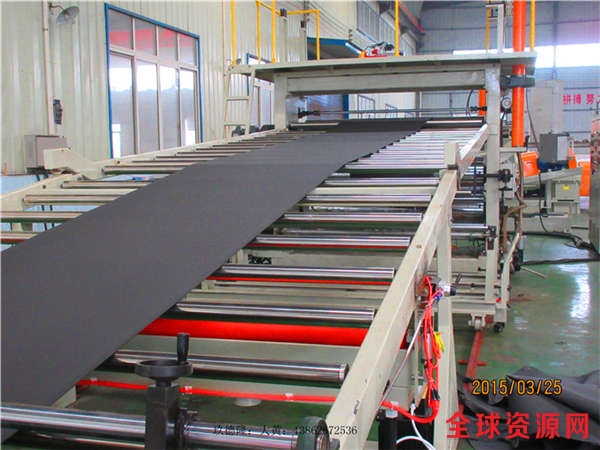
详细信息 片材生产线厂家 (1) 热熔敷。用压缩空气将塑料粉末经过喷枪、喷射到预热过的工件表面,塑料熔化、冷却形成覆盖层。 (2) 流化喷涂。预热的工件浸入悬浮有树脂粉末的容器中树脂粉末熔化而粘附在表面上。 (3) 火焰喷涂。将流态化树脂通过喷枪口的锥形火焰区使之熔化而实现喷涂的一种方法。 (4) 静电喷涂。 利用高压静电造成静电场, 即工件接地成正级, 塑料粉末喷出时带有负电荷, 则塑料静电喷涂到工件上。 (5) 等离子喷涂。用等离子喷枪使流经等离子发生区的惰性气体(如氩气、氮气、氦气的混合气体)成为 5500 ~ 6300℃的高速高能等离子流,卷引粉状树脂以高速喷射至工件表面熔结成 涂层。 15.发泡成型。发泡成型是使塑料产生微孔结构的过程。几乎所有的热固性和热塑性塑料都能制成泡沫塑料,常用的树脂有聚苯乙烯、聚氨酯、聚氯乙烯、聚乙烯、脲甲醛、酚醛 等。 片材生产线厂家按照泡孔结构可将泡沫塑料分为两类, 若绝大多数气孔是互相连通的, 则称为开孔泡沫塑料;如果绝大多数气孔是互相分隔的, 则称为闭孔泡沫塑料。 开孔或闭孔的泡沫结构是由制造方 法所决定的。 (1) 化学发泡。由特意加入的化学发泡剂,受热分解或原料组分间发生化学反应而产生的气体,使塑料熔体充满泡孔。化学发泡剂在加热时释放出的气体有二氧化碳、氮气、氨气等。 片材生产线厂家化学发泡常用于聚氨脂泡沫塑料的生产。 (2) 物理发泡。物理发泡是在塑料中溶入气体或液体,而后使其膨胀或气化发泡的方法。物 理发泡适应的塑料品种较多。 (3) 机械发泡。借机械搅拌方法使气体混入液体混合料中,然后经定型过程形成泡孔的泡沫 塑料。此法常用于脲眠甲醛树脂,其它如聚乙烯醇缩甲醛、聚乙酸乙烯、聚氯乙烯溶胶等也适用。 16.二次成型。二次成型是塑料成型加工的方法之一。以塑料型材或型坯为原料,使其 通过加热和外力作用成为所需形状的制品的一种方法。 (1) 热成型。 热成型是将热塑性塑料片材加热至软化, 在气体压力、 液体压力或机械压力下, 采用适当的模具或夹具而使其成为制品的一种成型方法。塑料热成型的方法很多, 一般可分 为: 模压成型 采用单模(阳模或阴模)或对模,利用外加机械压力或自重,将片材制成各种制品的成型方法,它不同于一次加工的模压成型。此法适用于所有热塑性塑料。 差压成型 采用单模(阳模或阴模)或对模,也可以不用模具,在气体差压的作用下,使加热片材生产线厂家至软的塑料片材紧贴模面, 冷却后制成各种制品的成型方法。 差压成型又可分为真空成型和 气压成型。 热成型特别适用于壁薄、表面积大的制品的制造。常用的塑料品种有各种类型的聚苯乙烯、 有机玻璃、聚氯乙烯、ABS、聚乙烯、聚丙烯、聚酰胺、聚碳酸酯和聚对苯二甲酸乙二醇酯 等。 热成型设备包括夹持系统、加热系统、真空和压缩空气系统及成型模具等。片材生产线厂家 (2) 双轴拉伸。为使热塑性薄膜或板材等的分子重新定向,特在玻璃化温度以上所作的双向 拉伸过程。 拉伸定向要在聚合物的玻璃化温度和熔点之间进行, 经过定向拉伸并迅速冷到室 温后的薄膜或单丝,在拉伸方向上的机械性能有很大提高。 适合于定向拉伸的聚合物有:聚氯乙烯、聚对苯二甲酸乙二醇酯、聚偏二氯乙烯、聚甲基丙 烯酸甲酯、聚乙烯、聚丙烯、聚苯乙烯以及某些苯乙烯共聚物。 (
塑料造粒机 http://hkbhkb.qqzyw.com/ 工程塑料造粒机 http://hkb6.qqzyw.com/ 滑石粉造粒机 http://hkb2.qqzyw.com/ 单螺杆挤出机 http://hkb7.qqzyw.com/ 塑料片材生产线 http://hkb4.qqzyw.com/ |