





片材挤出机 http://hkb8.qqzyw.com/
WPC发泡地板生产线 http://jdl9.qqzyw.com/
塑料片材挤出机 http://hkb5.qqzyw.com/
EPDM挤出机 http://hkb3.qqzyw.com/
POE挤出机 http://hkb1.qqzyw.com/


 产品分类 产品分类网站公告 联系方式荣誉资质友情链接新闻中心站内搜索 |
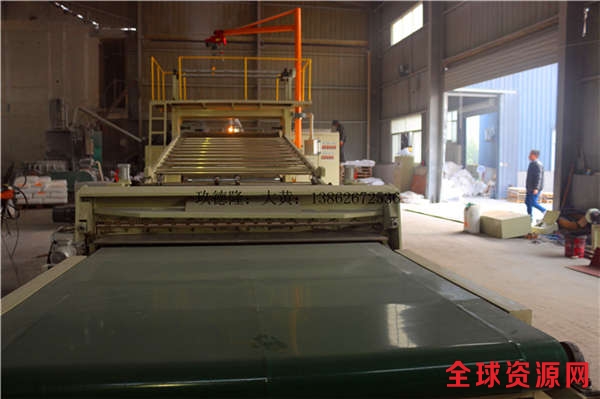
详细信息 塑料片材生产线厂家 注射成型。注射成型(注塑)是使热塑性或热固性模塑料先在加热料筒中均匀塑化, 而后由柱塞或移动螺杆推挤到闭合模具的模腔中成型的一种方法。 注射成型几乎适用于所有的热塑性塑料。近年来, 注射成型也成功地用于成型某些热固性塑 料。注射成型的成型周期短(几秒到几分钟),成型制品质量可由几克到几十千克,能一次成型外形复杂、尺寸精确、带有金属或非金属嵌件的模塑品。因此,该方法适应性强,生产效 率高。 注射成型用的注射机分为柱塞式注射机和螺杆式注射机两大类, 由注射系统、锁模系统和塑 模三大部分组成;其成型方法可分为: (1) 排气式注射成型。排气式注射成型应用的排气式注射机,在料筒中部设有排气口,亦与真空系统相连接,当塑料塑化时,真空泵可将塑料中合有的水汽、单体、挥发性物质及空气 经排气口抽走; 原料不必预干燥, 从而提高生产效率, 提高产品质量。 特别适用于聚碳酸酯、尼龙、有机玻璃、纤维素等易吸湿的材料成型。 (2) 塑料片材生产线厂家流动注射成型。流动注射成型可用普通移动螺杆式注射机。即塑料经不断塑化并挤入有一定温度的模具型腔内,塑料充满型腔后,螺杆停止转动,借螺杆的推力使模内物料在压力 下保持适当时间,然后冷却定型。流动注射成型克服了生产大型制品的设备限制,制件质量可超过注射机的最大注射量。 其特点是塑化的物件不是贮存在料筒内, 而是不断挤入模具中, 因此它是挤出和注射相结合的一种方法。 (3) 共注射成型。共注射成型是采用具有两个或两个以上注射单元的注射机,将不同品种或 不同色泽的塑料,同时或先后注入模具内的方法。用这种方法能生产多种色彩和(或)多种塑 料的复合制品,有代表性的共注射成型是双色注射和多色注射。塑料片材生产线厂家 (4) 无流道注射成型。模具中不设置分流道,而由注射机的延伸式喷嘴直接将熔融料分注到 各个模腔中的成型方法。在注射过程中,流道内的塑料保持熔融流动状态,在脱模时不与制品一同脱出,因此制件没有流道残留物。这种成型方法不仅节省原料,降低成本,而且减少塑料片材生产线厂家工序,可以达到全自动生产。 (5) 反应注射成型。反应注射成型的原理是将反应原材料经计量装置计量后泵入混合头,在 混合头中碰撞混合,然后高速注射到密闭的模具中,快速固化,脱模,取出制品。它适于加 工聚氨酯、 环氧树脂、 不饱和聚酯树脂、 有机硅树脂、 塑料片材生产线厂家醇酸树脂等一些热固性塑料和弹性体。 目前主要用于聚氨酯的加工。 (6) 热固性塑料的注射成型。粒状或团状热固性塑料,在严格控制温度的料筒内,通过螺杆 的作用, 塑化成粘塑状态, 在较高的注射压力下, 物料进入一定温度范围的模具内交联固化。 塑料片材生产线厂家热固性塑料注射成型除有物理状态变化外,还有化学变化。因此与热塑性塑料注射成型比, 在成型设备及加工工艺上存在着很大的差别。 下表比较了热固性与热塑性塑料注射成型的差 别。 热固性与热塑性塑料注射成型条件的比较 工艺条件 热固性塑料 热塑性塑料 料筒温度 塑化温度低,料筒温度在 95℃以下,温度控制要求严格 塑化温度高,料筒温度 在 150℃以上,温度控制不严格 在料筒中的时间 短 较 长 料筒加热方式 液体介质(水、油) 电加热 模具温度 150 一 200℃100℃以下 注射压力 100-200MPa 35-140MPa 注射量 注射量较小,料筒前部余料很小 注射量较大,料筒前部余料较多 热固性塑料的注射成型应用最多的是酚醛塑料。
片材挤出机 http://hkb8.qqzyw.com/ WPC发泡地板生产线 http://jdl9.qqzyw.com/ 塑料片材挤出机 http://hkb5.qqzyw.com/ EPDM挤出机 http://hkb3.qqzyw.com/ POE挤出机 http://hkb1.qqzyw.com/ |